Sterowany mikroprocesorem inwertorowy, wielofunkcyjne źródło spawalnicze do spawania metodą MIG/MAG, TIG AC/DC oraz MMA. Prąd spawania 230A. Zasilanie 230V. Średnica drutu spawalniczego 0,6-1,2mm. Podajnik drutu 2-rolkowy. MMA/TIG. Pełna synergia.
Parametry techniczne
EXPERT MULTI 230 PFC 4in1 Pro5 jest inwertorowym, synergicznym i wielofunkcyjnym źródłem spawalniczym, przeznaczonym do spawania łukowego metodą MIG/MAG, FLUX, TIG i TIG PULS prądem przemiennym (AC), stałym (DC), oraz metodą MMA (elektrodą otuloną) prądem stałym (DC) oraz przemiennym (AC). Urządzenie zostało zaprojetowane do szerokiego zakresu zastosowań: od prac konserwacyjnych, do napraw nadwozi samochodowych.
EXPERT MULTI 230 stosowany jest do lutospawania blach ocynkowanych, spawania stali nierdzewnej, stali węglowych i niskostopowych oraz aluminium. Spawanie odbywa się w osłonie gazu obojętnego, aktywnego bądz mieszanki, oraz przy odwrotnej biegunowości bez gazu.
Funkcja TIG DC i TIG DC PULS stosowana jest do spawania stali nierdzewnej, stali węglowych i niskostopowych, miedzi oraz tytanu.
Funkcja TIG AC i TIG AC PULS: umożliwia spawanie aluminium i jego stopów oraz mosiądzu.
Dzięki regulacji parametrów spawania pulsacyjnego TIG PULS mamy wpływ na kształt spoiny i skupienie łuku. Spawanie pulsacyjne pozwala również zmniejszyć ilość ciepła dostarczanego do materiału i ma zastosowanie podczas spawania cienkich materiałów.
Zajarzenie łuku następuje w trybie z bezdotykowym (HF) lub unoszonym (LIFT). Funkcja LIFT stosowana jest w podczas spawania w środowisku o wysokim ryzyku wpływu zakłóceń elektromagnetycznych na otoczenie.
Dodatkowo źrodło posiada dedykowaną metodę TIG (SMART TIG), w której użytkownik wybiera kolejno podstawowe parametry spawalnicze. Na ich podstawie urządzenie dobiera optymalne parametry prądu spawania czy wypływu gazu osłonowego.
Posiada również szereg funkcji dodatkowych, do zastosowania w specjalnych warunkach. Są to między innymi: MIX AC/DC, MULTITACK, EXTRA FUSION, Q-START, DYNAMIC ARC czy MULTIWAVE (hybrydowe charakterystyki).
Przy metodzie MIG/MAG mamy możliwość wyboru trybu przycisku w uchwycie, pomiędzy pracą w trybie SPOT (spawanie punktowe), 2-takt (bez blokady), 4-takt (blokada przycisku do długich spoin),S2-takt oraz S4-takt.
Przy metodzie TIG mamy możliwość wyboru funkcji przycisku w uchwycie, pomiędzy pracą w trybie 2-takt , 4-takt , SPOT oraz specjalnym trybie PRT (dwupoziomowy prąd spawania).
Czytelny i prosty w obsłudze 5-calowy dotykowy wyświetlacz LCD umożliwia regulacje parametrów spawania za pomocą fizycznych przycisków i pokręteł a także przy pomocy dotyku (ekran dotykowy).
Urządzenie posiada tryb ręczny (MIG MAN) oraz tryb synergiczny (MIG SYN) z możliwością regulacji:
gazu przed spawaniem gazu po spawaniu dojazdu drutu upalania drutu korekty napięcia czasu spawania punktowego indukcyjności prądu narastania/opadania
początkowy wypływ gazu osłonowego prąd początkowy czas narastania/opadania prądu prąd spawania prąd bazy prąd końcowy cykl pulsu częstotliwość pulsu balans AC częstotliwość AC końcowy wypływ gazu osłonowego
Spawanie metodą MMA (elektroda otulona), prócz wyboru rodzaju prądu (DC lub AC) jest możliwe także przy włączonej funkcji prądu pulsacyjnego (PULSE). Występują także dodatkowe funkcje:
HOT START czas HOT START ARC FORCE VRD
Urządzenie posiada rozbudowany system zapisu oraz odczytu parametrów spawania (Funkcja JOB). Ułatwia to pracę na różnych materiałach, bez konieczności ponownego ustawiania urządzenia, przy jakichkolwiek zmianach (np. gazu czy drutu). Parametry fizyczne
Urządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność.
Układ chłodzenenia wentylatorem – uruchamiany tylko w razie potrzeby – ogranicza zanieczyszczenie wewnątrz urządzenia.
Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, nad i podnapięciowe, do pracy z generatorem prądotwórczym (+/- 15%) co zwiększa jego niezawodność. Parametry zasilania
Zasilanie jednofazowe 230V.
Urządzenie jest wyposażone we wtyczkę zasilania. Wyposażenie
Dostawa obejmuje urządzenie z uchwytem spawalniczym MIG 24 o długości 3 metry, uchywtem TIG 26 ze zdalną regulacją (potencjometr) o długości 4 metry oraz przewodem elektrodowym i masowym o długości 3 metry. Dodatkowo w zestawie jest wężyk z szybkozłączką oraz części eksploatacyjne uchwytu TIG 26.
Cykl pulsu 5÷95% Prąd pobierany z sieci 31A Zabezpieczenie sieci zasilającej C25A Znamionowe napięcie zasilania 230V; 50-60Hz (1ph) Balans AC (-)5÷(+)5 Czas narastania prądu 0÷10 Czas opadania prądu 0÷10 Częstotliwość AC 50÷250Hz Częstotliwość pulsu 0.5÷999.0Hz Gaz po 0÷10 Gaz przed 0.1÷2.0 Moc 6.6kW Napięcie stanu jałowego 80V Prąd przy pracy 100% 145A (MIG/MAG) / 100A (MMA/TIG) Prąd przy pracy 60% 230A (MIG/MAG) / 200A (MMA/TIG) Średnica drutu aluminiowego 0.8÷1.2mm Średnica drutu do lutospawania 0.8÷1.0mm Średnica drutu samoosłonowego 0.8÷1.2mm Średnica drutu stalowego 0.6÷1.0mm Średnica drutu ze stali nierdzewnej 0.8÷1.0mm Średnica elektrody spawalniczej 1.6÷5.0mm Zakres regulacji prądu spawania 25÷230A (MIG/MAG) / 10÷200A (MMA/TIG) Rozmiar szpuli drutu D200 (2kg i 5kg) Stopień ochrony IP23S Waga urządzenia / zestawu 20/25kg Wymiary gabarytowe dł x szer x wys 795x215x435mm
Sterowany mikroprocesorem inwertorowy półautomat spawalniczy 3 w do spawania metodą ( TIG/MIG/MMA) MIG-MAG, FLUX oraz lutospawania blach ocynkowanych. Prąd spawania 200A. Zasilanie 230V. Średnica drutu spawalniczego 0,6-1,0mm. Podajnik drutu 2-rolkowy. MMA/TIG. Synergia.
EXPERT MIG 201 LCD jest inwertorowym synergicznym półautomatem spawalniczym przeznaczonym do spawania łukowego metodą MIG/MAG, TIG LIFT, MMA oraz FLUX.
EXPERT MIG 201 LCD jest perfekcyjnym rozwiązaniem do szerokiego zakresu zastosowań: od prac konserwacyjnych, do napraw nadwozi samochodowych. Dzięki swojej elastyczności może spawać różnego rodzaju materiały: stal, stal nierdzewną, aluminium lub lutospawać nadwozia ocynkowane i stale wysokowytrzymałe.
Szybka regulacja synergiczna parametrów spawania poprzez wyświetlacz LCD, czyni urządzenie bardzo łatwym w użyciu. Wystarczy tylko ustawić podstawowe parametry takie jak rodzaj materiału czy średnica drutu, aby urządzenie dobrało optymalne wartości przed spawaniem. Użytkownik może również ustawić ręcznie długość łuku spawalniczego i dopasować wygląd spoiny do własnych potrzeb.
Prócz trybu synergicznego, źródło posiada także tryb manualny. W nim można ustawić prędkość posuwu drutu oraz napięcie łuku w pełnym zakresie.
Przy metodzie MIG/MAG mamy możliwość wyboru funkcji przycisku w uchwycie, pomiędzy pracą w trybie 2T (bez blokady przycisku), 4T (blokada przycisku do długich spoin), S2T (tryb 2T z ustawieniem narastania/opadania prądu oraz czasu), S4T (tryb 4T z ustawieniem narastania/opadania prądu) oraz SPOT (spawanie punktowe). Parametry fizyczne
Urządzenie posiada 2 tryby chłodzenia wentylatorem, co zdecydowanie zwiększa jego wydajność.
Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, co zwiększa jego niezawodność. Parametry zasilania
Zasilanie jednofazowe.
Urządzenie jest wyposażone we wtyczkę zasilania. Wyposażenie
Dostawa obejmuje urządzenie z uchwytem spawalniczym EURO MB15 o długości 3m, przewodem masowym 3m oraz elektrodowym 3m. W zestawie znajduje się również 3m wężyk gazowy z szybkozłączką.
Zabezpieczenie sieci zasilającej C25A Znamionowe napięcie zasilania 230 V; 50Hz (1ph) Moc 7,5 kW Prąd przy pracy 100% 127 A Prąd przy pracy 60% 200 A Średnica drutu aluminiowego 0,8 – 1,2 mm Średnica drutu do lutospawania 0,8 – 1,0 mm Średnica drutu samoosłonowego 0,8 – 1,0 mm Średnica drutu stalowego 0,6 – 1,0 mm Średnica drutu ze stali nierdzewnej 0,8 – 1,0 mm Średnica elektrody spawalniczej 1,6 – 5,0 mm Zakres regulacji prądu spawania 25 – 200 A (MIG) / 10 – 200 A (TIG/MMA) Stopień ochrony IP21S Waga 5 kg Waga urządzenia / zestawu 11 / 16 kg Wymiary gabarytowe dł x szer x wys 465x190x360 mm Wymiary opakowania dł x szer x wys 640x280x460 mm
Hej Najistotniejszym elektronarzędziem w zakładzie jest ręczna wiertarka. Przygotowując się do zakupu powinniśmy odpowiedzieć sobie na zapytanie, do czego będziemy to narzędzie używać i jak często. Znaczącym kryterium jest także cena. Przeważnie utarło się, że wiertarki ręczne dzieli sie na profesjonalne i hobbystyczne, jest to należyty podział, ale nie do końca celny. No, bo co to oznacza profesjonalne, czy takie, na których jest napisane Professional, albo inne angielskie wspaniale dźwięczące słowo? Ja sugeruję państwu podział na markowe ( Bosch, Makita ), chińskie dobrej jakości i chińskie standardowej jakości. Mało który sprzedawca jest taki rzetelny jak ja, ale nie o to chodzi, bo czy np. chińska maszyna zrobiona w fabryce Boscha to jest chińska czy może nie?. Chińczycy dziś szokują świat jakością, bo proszę pamiętać, że jakość to technologia i cena, a nie kraj pochodzenia.
Przed zakupem odpowiadamy sobie na zapytanie, do czego będziemy stosować wiertarkę?
Prace amatorskie to takie gdzie nie mamy dokładnie nazwanego celu, przeznaczenia dla wiertarki. Nieraz kilka otworów w ścianie, może trochę w metalu i drewnie, a potem leży miesiąc i wyczekuje na swój czas. Albo jest praca, jakiś mały remoncik i odkładamy ją na pół roku, to jest przeznaczenie amatorskie. Liczba roboczogodzin takiej maszyny jest mała i w związku z tym, jakość i żywotność jest najniższa.
Hobbysta to gość, który tak jak kobieta ubustwia malować się, on lubi coś robić w wolnych chwilach, czasami dużo czasami mało, ale regularnie.
Profesjonalista nader intensywnie eksploatuje narzędzie, taki zarzynacz sprzętu, chce żeby narzędzie było wieczne, żeby nie trzeba było nic przy nim robić ( prace konserwacyjne i serwisowe) a najlepiej jak by samo pracowało 24 godziny na dobę.
Tego rodzaju typowy rozdział sam pokazuje, jakie aspekty wytrzymałościowe i jakościowe mogą mieć wiertarki. Jak niezmiernie to zależy od zastosowania. Nie znaczy to jednak, że majsterkowicz czy hobbysta zrobi niewłaściwie jak kupi se narzędzie z wyższej półki. Wręcz przeciwnie, profesjonalne wiertarki są bardziej niezawodne, mają lepsze parametry pracy. Ale na nieszczęście także wysoką cenę i ten fakt nas limituje, ale taka zasada: jak mamy kasę to nie oszczędzać, im lepsze narzędzie tym bardziej pewna praca.
Aktualnie trochę o parametrach wiertarek.
MOC, ale klienci lubią to coś, pierwsze pytanie to ile ma mocy? A jak np. do takiej wiertarki 500 W podłączymy 5 żarówek 100W to już mamy 1000W mocy. Jest to cecha bardzo istotny lecz pamiętajmy, że tani sprzęt notorycznie ma podane parametry z kosmosu i niekoniecznie musimy na takich opisach polegać. Firmy Bosch i Makita nie robią takich rzeczy tam moc oddaje to, co może taka wiertarka. Moc wiertarki jest istotna przy wierceniu otworów o pokaźnych średnicach w drewnie, metalu czy betonie. Wiertarki dla majsterkowiczów zaczynają się od 500W i kończą na 750W. Jednak profesjonalne zaczynają od 300W i kończą na 1050W ( Makita HP2050 ). Małe moce to również mała masa wiertarki, jeżeli potrzeba wiercić otwory o średnicy 2 mm w tysiącach dziennie to waga narzędzia ma gigantyczne znaczenie.
Z mocą kojarzy się przekładnia biegów. Jeżeli wiertarka ma 2 biegi to na pierwszym ma niskie obroty, ale dużą moc, można ją wówczas używać do wiercenia znacznych otworów, mieszania kleju, itd. Wiertarki dla amatorów najczęściej nie mają przekładni 2 biegowej, bo jest to zbędne, podwyższa koszty narzędzia.
Moc wyznacza również maksymalne średnice wiercenia. Przytaczane są osobno dla metalu, drewna i betonu. Nie należy się jednak do końca sugerować tym, co jest napisane. Bo nawet najlepsza wiertarka, jeżeli ma podane maksymalne 13mm wiercenie w metalu i będziemy wiercić tylko 13ką to szybko uśmiercimy taki sprzęt. Reguła jest taka: maksymalne średnice tylko sporadycznie, zawsze najlepiej zachować margines bezpieczeństwa i wiercić poniżej dopuszczalnych.
Udar, to inaczej ruch posuwisto-zwrotny wiertła, wykorzystywany do wiercenia otworów w betonie, cegle i kamieniu. Materiały mineralne nie da się skrawać, można tylko kuć i taką robotę wykonuje wiertło do kamienia, jest zaostrzone jak grot, kuje i usuwa urobek. Pamiętaj amatorze, nie włąnczaj udaru do drewna i metalu!!. Pamiętam jak swego czasu sprzedałem dobre wiertło do metalu Baildon 12mm i po pewien czasie facet przychodzi i ukazuje zupełnie zaokrąglone wiertło i mówi, że to jakaś Chińszczyzna i nawet z udarem w metalu nie wierci!!!! Nie da rady udar tylko do materiałów mineralnych. Udar może być mechaniczny i pneumatyczny. Ten pierwszy bazuje na zastosowaniu dwóch zębatek, które przy dociśnięciu wiertła poczynają zazębiać sie i wiertło podskakuje, taki udar jest słabszy i zależy od naszego docisku. Można nim wykonać otwory z rzadka nie seryjnie, toteż używany jest w wiertarkach amatorskich, aczkolwiek profesjonalne wiertarki Makita HP również go mają. Następny udar to pneumatyczny ( młotki Bosch GBH, Makita HR ), tutaj w wiertło SDS plus lub MAX naparza kowadełko wprawiane w ruch przez poduszkę powietrzną. To tak w skrócie. Takim udarem wierci sie rewelacyjnie, nie jest wskazane nadmiernie mocne dociskanie, bo możemy zdusić udar. Wiertarki z udarem pneumatycznym wykorzystuje się tylko do wiercenia w materiałach mineralnych, nie nadają się do metalu i drewna (tylko sporadycznie). A i jeszcze młotowiertarki maja ewentualność wyłączenia obrotów i pracy tylko na udarze, stosowaną do lekkiego podkuwania SDS Plu lub wyburzania ścian – SDS MAX!
Dalej trzeba nadmienić o regulacji obrotów i zmianie kierunku obrotów. Jest to obecnie standard, spotykany w wszelkich wiertarkach amatorskich i dużej mierze w profesjonalnych. Regulację obrotów uzyskuje się podając mniejszy prąd, i tutaj UWAGA! niezwykle istotna sprawa: im mniejsze obroty tym mniejsza moc, proszę nie myśleć, że jak damy 400 Obr/min w wiertarce 500W to będziemy mogli sobie wkręcać śruby, nic podobnego. W takim wypadku możemy mieć 100W i znaczne prądy na wirniku, jeśli taka wiertarka będzie długo tak pracować to spalimy wirnik!! Druga sprawa to zmiana obrotów, tutaj są dwa techniki, elektroniczny – standard i na szczotko trzymaczach – profesjonalne. Jeżeli zmienimy na szotko trzymaczach to zazwyczaj mamy 100% mocy, natomiast elektronicznie znacznie mniej na lewych obrotach.
Dalej uchwyt wiertarski: Kluczykowy, jak wiadomo najmniej zawodny i uniwersalny do stali i betonu. Samozaciskowy, w głównej mierze do stali i drewna, a w profesjonalnych modelach zarówno do betonu, tylko trzeba pamiętać, że jak wiercimy w suficie i urobek leci nam na głowę to również część wpada do uchwytu i niekiedy oznacza jego koniec. Można wtedy zastosować gumowe kielichy do wiercenia w sufitach. Nie będę się rozpisywał o blokadzie obrotów i ustawianiu maksymalnych obrotów, bo to teraz norma. Markowe wiertarki Bosch i Makita mają coraz częściej zabezpieczenia elektroniczne i mechaniczne przed przeciążeniem, co prawda płaci się za to więcej, ale niekiedy warto. Polega ono na pomiarze prądu lub temp. wirnika i jeżeli parametry są przewyższone to następuje odcięcie zasilania. Niesłychanie istotną sprawą niezwiązaną bezpośrednio z elektronarzędziem jest gwarancja. Dla amatora i profesjonalisty to istotna sprawa, warto popytać. My mamy elektronarzędzia firm, które nie boją sie odpowiedzialności i dbają o dobrą, jakość serwisu, ma na myśli Boscha i Makitę, choć DWT nie jest gorsze. To na razie tyle, jak znajdę czas napiszę trochę o osprzęcie, do wiertarki bez niego są bezużyteczne.
Czołem Teraz trochę o diamentach, to będzie taki wprowadzenie do opisu narzędzi diamentowych, głownie tarcz diamentowych i wierteł, ale o tym później.
Diament jest najtwardszym ze znanych minerałów, dodatkowo ślicznym i oszałamiającym, węgiel w postaci krystalicznej, bo tym jest w rzeczywistości, który od dawna zajmuje dusze i umysły wszystkich ludzi. Charakteryzuje się nader małym współczynnikiem tarcia, ma minimalny współczynnik rozszerzalności termicznej, jest chemicznie obojętny i odporny na ścieranie, jest izolatorem elektrycznym i zarazem bardzo dobrym przewodnikiem ciepła. Jest przejrzysty w widmie ultrafioletowym i podczerwonym. Ze względu na tak wyjątkowe cechy znajduje zastosowanie, włączając bezsprzecznie zastosowanie jubilerskie, jako ochronna powłoka diamentowa nanoszona na implanty stawów, w których zużywanie się ścierne ma zasadnicze znaczenie, czy zastawki serca człowieka, do szlifowania i docierania węglików spiekanych, wiercenia skał, przeciągania drutów i prętów, obciągania ściernic ceramicznych, jako wgłębniki do pomiaru twardości i do pomiaru gładkości powierzchni, cięcia płyt wykonanych z szkła i ceramiki, obróbki ściernej szkła optycznego i zdobniczego, obróbki metali nieżelaznych i ich stopów, obróbki tworzyw sztucznych, półprzewodników, materiałów ceramicznych, szlifowania brylantów i kamieni półszlachetnych, w narzędziach stomatologicznych i chirurgicznych.
Niesłychanie uniwersalnie, materiał ścierny w postaci diamentu wykorzystuje się do produkcji proszków, zawiesin, ściernic ze spoiwem żywicznym, metalowym, ceramicznym, ale także do sporządzania preparatów mikroskopowych. Nas najmocniej interesuje wykorzystanie umożliwiające nader dokładną obróbkę wszelkich znanych naturalnych i sztucznych materiałów.
Diament w naturze powstał w skrajnych warunkach, na dużych głębokościach pod powierzchnią ziemi w wyniku olbrzymiego ciśnienia dochodzącego nawet do 70-80 ton na centymetr kwadratowy w temperaturze 1100 – 1300 stopni Celsjusza. Na nieszczęście, takie warunki powstawania diamentu warunkują zarówno rzadkość jego występowania jak i jego wysoką cenę. W związku z tym wyłącznie sztuczna synteza diamentu mogła dać produkt, który można by wdrożyć w sposób przemysłowy. Pierwsze eksperymenty związane z syntezą diamentu nabrały rozpędu po tym jak pewien Smithson Tennat odkrył, że diament jest postacią krystaliczną węgla pierwiastkowego, a stało się to w 1766. Później starano się w laboratoriach stworzyć analogiczne warunki, co w naturze.
Pierwsze patenty należą do GE, którego naukowcy w 1955 roku wyprodukowali pierwszą partię syntetycznych diamentów. Synteza polegała na zmianie grafitu w diament (zmiana obejmowała struktury geometrycznej) przy użyciu ogromnych temperatur i ciśnień w obecności katalizatorów. W latach 80 tych użyto inną metodę CVD, polega ona na niskociśnieniowym wytwarzaniu diamentu syntetycznego z fazy gazowej. Technologia ta umożliwia nakładanie diamentu na duże powierzchnie. Diament taki posiada znaczną jednorodność struktury krystalograficznej i czystość chemiczną.
Obecnie, co roku produkuje się tony tego minerału, który niczym nie ustępuje prawdziwemu (oprócz ceny), a poza tym w warunkach kontrolowanych, jest możliwość wytwarzania ziaren o jednakowych parametrach, wielkości i struktury. Powszechność zastosowania go w technice wpłynęła wymownie na obniżenie jego ceny, a także ceny narzędzi z segmentami diamentowymi: tarcze diamentowe, wiertła diamentowe, ściernice diamentowe, i inne.
Przykładowo, dzięki technologii diamentowej powstają takie piękne tarcze.
Przy produkcji narzędzi istotna jest klasa diamentu, im większe i bardziej regularne (zbliżone do naturalnego kryształu) ziarno diamentu, tym większe jego zdolności ścierająco-tnące. W zależności od charakteru zastosowania i rozmiaru narzędzia uzgodniono podział na ziarna w jednostkach mesh, który jest ilością oczek przypadającą na 1 cal. I tak:
bardzo ogólna 8-12 mesh,
ogólna 14-24 mesh,
średnia 30-60 mesh,
dokładna 70-120 mesh,
bardzo dokładna 150-240 mesh,
super dokładna 280-600 mesh.
W technologii budowlanej (beton, grani, marmur, gres, terakota i asfalt) używa się przede wszystkim ziarna syntetyczne o wielkości 20 – 60 mesh. Wielkość tych ziaren uzależniona jest od rodzaju obrabianego materiału. Do materiału gruboziarnistego stosuje się grubsze ziarno, do drobnoziarnistego drobne. Mniejsze kryształy diamentowe znacznie poprawiają, jakość cięcia, jego gładkość. Jakość ziarna zależna jest dodatkowo od przybranej postaci krystalicznej. Im bardziej doskonała, tym większa wytrzymałość udarowa kryształu.
Posiada funkcje ułatwiające PROCES spawania: ANTI STICK: przeciwzwarciowa – automatycznie wyłącza napięcie spawania, jeśli elektroda sklei się ze spawanym MATERIAłem, co ułatwia jej odrywanie i zapobiega przypadkowemu powstaniu łuku spawalniczego ARC FORCE: regulacja prądu zwarcia – ułatwia przenoszenie kropli roztopionej elektrody na spawany materiał, zapobiegając wygaszeniu łuku podczas zetknięcia kropli elektrody z jeziorkiem spawalniczym HOT START: gorący start – ułatwia zapłon elektrody poprzez dostarczenie większego prądu spawania przy każdym zajarzeniu łuku.
Maksymalna średnica elektrody otulonej 4,0.
Chłodzona wentylatorem, po zakończeniu spawania nie wolno jej odrazu wyłączać. Trzeba poczekać aż wentylator wychłodzi układ. Wytrzymała metalowa obudowa.
Zabezpieczenie przeciw przeciążeniu.
W zestawie solidny gruby przewód spawalniczy 3m i przewód masowy 3m.
Gwarancja 12 miesięcy.
Dane techniczne:
Stopień ochrony: IP 21 Waga: 8 kg Wymiary opakowania dł x szer x wys: 445x260x350 mm Moc: 7,3 kW Napięcie stanu jałowego: 59 V Prąd przy pracy 60%: 200 A Średnica elektrody spawalniczej: 1,6 – 4,0 Zakres regulacji prądu spawania: 30 – 200 A Zabezpieczenie sieci zasilającej: 16A Znamionowe napięcie zasilania: 230 V; 50Hz (1ph)
Dzień dobry Ponieważ większa część ludzi poprawniej rozumie informacje oglądając obrazki, a nie czytając artykuł, opiszę wszelkie graficzne informacje dotyczące przeznaczenia węży technicznych Norres. Będzie to również znakomity informator po szerokim zastosowaniu tych węży.
Węże techniczne ssawno tłoczące poliuretanowe PU w oplocie.
Stosowane jako węże do wiórów, w automatach sprzątających.
Znak graficzny przedstawiający stosowanie węża biorąc pod uwagę 4 kluczowe grupy wg. przesyłanego medium.
Nowa ikona „medium“ – Teraz nabywca z łatwością może określić do jakiego typu medium jest przeznaczony wąż. Ikona „medium” charakteryzuje media gazowe, płynne, pyły, ciała stałe jak i ciężkie ładunki ścierne. Ta ikona pozwala nabywcom błyskawiczny dobór odpowiedniego węża lub systemu, analogicznie sprzedawca może w szybki sposób odnaleźć to co potrzebuje konsument.
Gaz: Wąż nadaje się do przesyłu różnych gazów.
Pył: Wąż jest odpowiedni do transportu pyłów i proszków.
Ciecz: Wąż jest przeznaczony do przesyłu cieczy.
Media ścierne: Wąż jest przystosowany do przesyłu artykułów ściernych, takich jak kruszywa, włókna i granulaty, pelet.
Znak rysunkowy PRE PUR. Ile jest poliuretanu w poliuretanie. Jak w wypadku wielu surowców i wyrobów gotowych są i tu duże różnice jakościowe.
NORRES stosuje do wielu węży wyjątkową mieszaninę ester i eter poliuretanową, nazwano ją jako mieszankę Pre-PUR ze znaczkiem r :).
Te polimery składające się z twardych i miękkich segmentów Pre-PUR® mają w porównaniu do wielu innych tworzyw, mieszanek gum i „prostego“ poliuretanu lepsze cechy. Twarde segmenty Pre-PUR® mają skrajnie wysoką odporność mechaniczną, podczas gdy miękkie segmenty Pre-PUR® są jednocześnie elastyczne i mają znaczącą wytrzymałość dynamicznej.
Wykorzystywane przez Norres surowce Pre-PUR® odróżniają węże od wielu dostępnych na rynku:
Węże NORRES Pre-PUR® składa się z specjalnego, wysokiej jakości typu poliuretanu premium ester, eter. Znacząca czystość używanych materiałów i niewielka rozbieżnoć tolerancji zapewniają wysoki poziom jakości.
bardzo dobre właściwości mechaniczne
niewielka ścieralność
ekstremalnie dobra odporność chemiczna i hydrolityczna NORRES Pre-PUR® z ekstremalnie długim łańcuchem molekularnym (duża masa cząsteczki, krystaliczna struktura i skład). Podczas chemicznego, hydrolitycznego i termicznego procesu podziału łańcuch molekularny ulega skróceniu. Z reguły dłuższe łańcuchy molekularne mają dłuższą żywotność. Długość łańcucha molekularnego jest ważna dla temp. mięknienia węża. Z jednej strony wyroby z Pre-PUR® mają ponadprzeciętną wytrzymałość na wysokie temp., z drugiej strony przy niskich temp. Pre-PUR® ma lepszą elastyczność.
wyższa odporność chemiczna i hydrolityczna
wyższa temperatura mięknienia
większa wytrzymałość na temperatury.
wyższa wytrzymałość na ciśnienie rozrywające.
duży margines bezpieczeństwa
dłuższa żywotność
wyższa elastycznosc w niskich temp.
mniejszy moment zgięcia w niskich temp.
mniejsze prawdopodobieństwo pęknięcia w niskcih temperaturach, dzięki większej elastyczności. NORRES Pre-PUR® zawiera opracowany razem z naszymi kontrahentami surowców specyficzny stabilizator. Bez tego dodatku węże nie byłyby tak odporne chemicznie, hydrolitycznie i termicznie i szybciej by się zrywały.
wyższa odporność chemiczna i hydrolityczna
lepsza odporność na utlenianie
dłuższa żywotność
wyższa odporność na warunki atmosferyczne Używany przez nas do wielu węży poliuretan eterowy Pre-PUR® w porównaniu do poliuretanu estrowego Pre-PUR® (a także innych poliuretanów estrowych) ma następujące zalety:
Odporność na wnikanie w strukturę węża drobnoustrojów. Przede wszystkim podczas długotrwałego kontaktu z ziemią oraz silnymi zabrudzeniami w warunkach korzystnych dla mikroorganizmów. Poliuretan eter ze względu na swoją chemiczną budowę jest długookresowo odporny na mikroby. W naszej ocenie jest to wyraźnie lepsze rozwiązanie, niż wykorzystywanie substancji niebezpiecznych dla zdrowia przy poliuretannie estrowym. W każdym poliuretanie estrowym występuje ryzyko, że poprzez wypłukanie dodatków zostanie przekroczona wartość graniczna i domieszka przedostanie się na powierzchnię węża i dojdzie do kontaktu z przesyłanym materiałem.
Wytrzymałość na hydrolizę, zwłaszcza w kontakcie z wilgocią przy wysokich temperaturach i w klimacie tropikalnym. Wyższa wytrzymałość chemiczna niż porównywalne poliuretany estrowe. Wyższa elastyczność w niskich temp. niż poliuretany estrowe, to już pisałem wcześniej.
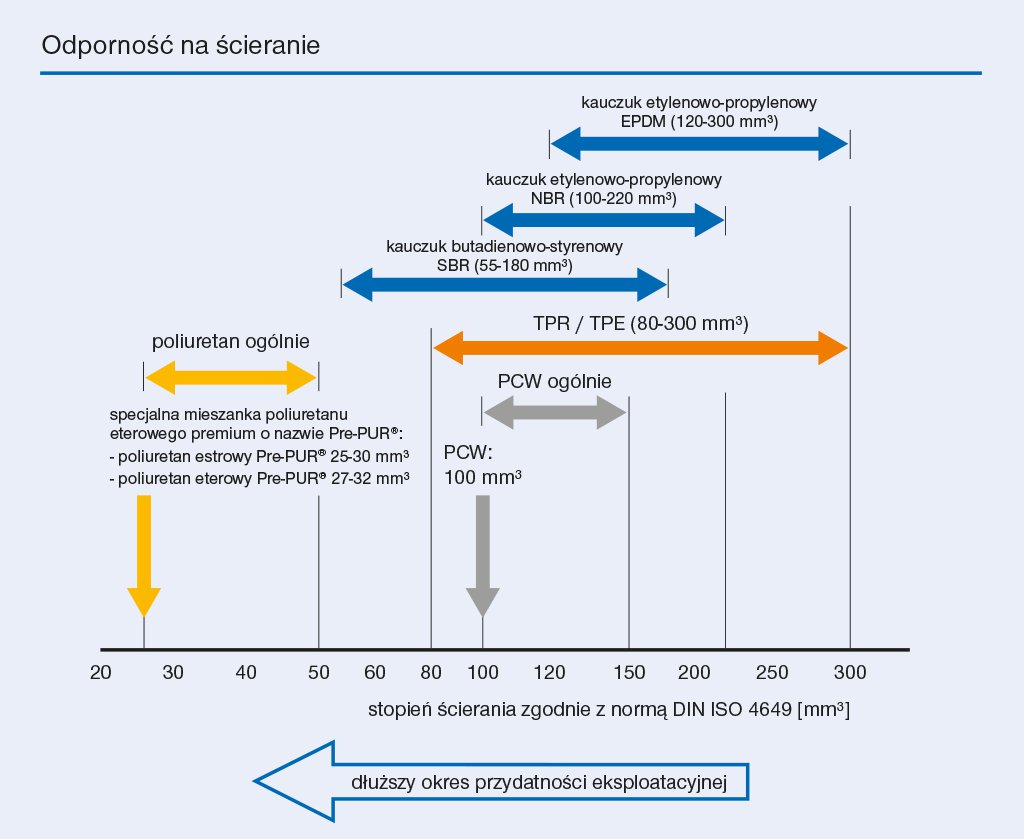
Przykład odporność: Nasze wysokiej jakości surowce Pre-PUR® ze swoimi stabilizatorami dają znacznie podwyższoną odporność a tym samym dłuższą żywotność, niż wiele innych produktów. Właściwym pomiarem jest pomiar hydrolityczny w wodzie o temp. 80°C, gdyż mechanizm chemicznego rozkładu poliester-poliuretan powoduje często rozbicie łańcucha poliestrów . Nasz Ester Pre-PUR® w porównaniu do występującego na rynku estru-TPU jest przedstawiony na rys. 1.
Porównanie parametrów mieszanki poliuretanu estrowego Pre-PUR® z termoplastycznym poliuretanem estrowym TPU Przykład odporność na ścieranie: Odporność na ścieranie naszego poliuretanu Pre-PUR® jest wg normy ist ok. 2,5 – 5 raza wyższa niż wielu materiałów gumowych i 3-4 raza wyższa niż wiele miękkich PVC (pomiar przy 20°C). W praktyce różnice są jeszcze większe, ze względu na dobrą elastyczność i odbojność poliuretanu Pre-PUR®.
Znak graficzny Ścieranie.
Wysokiej jakości kompozycje PUR i optymalna struktura węża generują w procesie transportu mniejsze tarcie, niż wiele innych węży. Te węże NORRES przeznaczone są do silnie ściernych materiałów. W porównaniu do wielu węży dostępnych na rynku wyróżniają się:
Wzmocnieniem geometri ścianki w najbardziej narażonych punktach, w szczególności na łączeniach.
Na skutek tarci przesyłanego medium mogą wystąpić wysokie temperatury. Tworzywa termoplastyczne miękną przy podwyższonej temperaturze, dochodzi do spowolnienia przesyłu i tym samym wzrostu tarcia. W warunkach podciśnienia dochodzi, na dodatek do skrócenia osiowego, wewn. wzrostu sfalowania oraz dużego wzrostu ścieralności. Firma NORRES stosuje do oznaczonych w ten sposób węży poliuretanowych mieszanki surowców o wysokiej trwałości na ciepło.
Geometria profilu węża PUR firmy NORRES jest zoptymalizowana, tak że produkty są wysoce sztywne osiowo, przy czym są bardzo elastyczne. Mniejszy stopień sfalowania w pracy w podciśnieniu oznacza dłuższą żywotność. Do tych węży są stosowane surowce o wysokiej wytrzymałości mechanicznej i ze specyficznymi dodatkami, gwarantującymi bardzo wysoką odporność na ścieranie. To tyle Do widzenia
Najprostsza definicja cynkowania opisuje je jako proces polegający na aplikacji warstwy cynku na metalowy element w celu zabezpieczenia go przed korodowaniem. Pozwala ono przedłużyć żywotność wyrobów, zwiększając ich odporność na wilgoć oraz inne niekorzystne warunki. Przykłady ocynkowanych produktów, które wykorzystuje się na co dzień, to m.in.: śruby, podkładki, pręty, ale także wiaderka, drabiny oraz wiele innych.
Warto zwrócić uwagę na fakt, że sama powłoka cynkowa, może wchodzić w reakcję z wilgocią, a nawet ulegać korodowaniu, jednocześnie w dalszym ciągu zabezpieczając znajdującą się pod nią metalową strukturę. Powierzchowne przerwanie powłoki nie oznacza więc utraty ochronnych właściwości – zjawisko to nazywane jest protektorowaniem. Wyjątkiem są sytuacje, w których metal poddawany jest działaniu wody o wysokiej temperaturze – wówczas przerwanie warstwy ocynku może skutkować pojawieniem się wżerów korozji.
ZASTOSOWANIE CYNKOWANIA
Sam proces nakładania ocynku, którego jedynym z rodzajów jest cynkowanie płatkowe, ma szereg uniwersalnych oraz specjalistycznych zastosowań. Do tych najbardziej podstawowych należą m.in.:
– nakładanie na elementy instalacji grzewczych, sanitarnych, wodnych i kanalizacyjnych,
– zabezpieczanie kluczy, śrubokrętów, innych stalowych narzędzi,
– antykorozyjna ochrona blach i konstrukcji ze stali,
– zwiększanie odporności artykułów i urządzeń elektrycznych,
– aplikowanie powłok na różnego rodzaju części samochodowe, rowerowe itp.
Korozja to jedno z największych zagrożeń dla żywotności i bezpieczeństwa eksploatacji elementów ze stali. Cynkowanie metalowych wyrobów nie tylko podnosi ich estetykę, ale przede wszystkim chroni często używane podzespoły, urządzenia oraz akcesoria, znacznie przedłużając ich trwałość.
CYNKOWANIE PŁATKOWE, A POZOSTAŁE RODZAJE OCYNKU
Ochronną warstwę na elementy stalowe można nakładać na kilka różnych sposobów. Poniżej znajdziesz podstawowe formy cynkowania i dowiesz się, czym na tle powszechnych technik wyróżnia się ocynk płatkowy, często określany również cynkowaniem lamelarnym. Jakie zatem są najpopularniejsze techniki aplikacji powłoki cynkowych?
CYNKOWANIE GALWANICZNE
Należy do najczęściej wybranych ocynków, ze względu na połączenie wysokiej skuteczności powłoki oraz przystępnej ceny. W metodzie tej na element stalowy aplikowana jest warstwa cynku o grubości ok. 8-12 mikronów. Powłoka galwaniczna sprawdza się przy zabezpieczaniu detali, które nie są poddawane stałemu działaniu wilgoci. Może ona mieć kolor srebrny, czarny oraz żółty.
CYNKOWANIE OGNIOWE
Alternatywę dla powłok galwanicznych stanowi droższe, ale za to znacznie bardziej efektywne cynkowanie ogniowe. Metoda ta wybierana jest do zabezpieczania elementów mających stały kontakt z wilgocią. Warstwa cynku jest tu kilkukrotnie grubsza, co zapewnia ochronę antykorozyjną nawet do 10 lat. Ten sposób zabezpieczania stali polega na jej zanurzeniu w rozgrzanej do postaci ciepłej cynku, skutkującym powstaniem charakterystycznej, szarej, matowej powłoki.
OCYNK PŁATKOWY
Śruby Wkręt ISO10642 łeb stożkowy na imbus
Choć ocynk ogniowy oraz galwaniczny wciąż należą do najczęściej wybieranych metod, warto zwrócić uwagę na cieszące się coraz większą popularnością cynkowanie płatkowe, określane często lamelarnym. Jego zaletą jest wytrzymałość powłoki, zbliżona do tej, jaką oferuje kąpiel w ciepłym cynku. Powłoki płatkowe mogą być nanoszone również na elementy, które pod wpływem cynkowania galwanicznego lub ogniowego mogłyby pękać ze względu na kruchość wodorową. Ocynk płatkowy cieszy się dużą popularnością w takich branżach jak przemysł samochodowy, energetyka czy lotnictwo.
Sezon grzewczy już się zaczął, co prawda palenie w piecu nie jest moim ulubionym zajęciem, no, ale jak trzeba to trzeba. I tak powszedni ceremonia: wstawać wcześniej o świcie, założyć się w ubrania robocze, maska przeciwko pyłowa lub prawidłowiej przeciw gazowa na twarz, rękawice na ręce i do kotłowni. Usunąć popiół, czyścić palenisko, co jakiś okres wyczyścić górny szyber do tego celu są szczotki kominiarskie, generalnie okropieństwo. A jeszcze ten straszliwy, czarny, smolisty nalot na wewnętrznych ściankach pieca. To mnie doprowadzało do szału. Miał bez wątpienia jak się pali powinien być wilgotny podczas spalania wydziela się cała mnóstwo związków sadza, smoła i takie tam inne i oblepia piec od wewnątrz, smoła może być bardziej lepka a od czasu do czasu mniej, ale zawsze mam problem z usunięciem tego świństwa, które obklejając wewnętrzne ścianki w dużej mierze redukowało sprawność pieca.
Wolno powiedzieć, że smoła działa jak izolator, im grubsza warstwa (oblepiona na domiar tego popiołem) tym mniej energii z spalanego miału lub żaru, przedostaje się przez stalowe ścianki do wody, a więcej leci w komin, czyli utrata kasy (nie mówiąc już o sąsiadach, którzy wdychają to wszystko, na pewno nie na zdrowie). Nie mam pojęcia jak to obliczyć, ale wiem, że jak palenisko jest kapitalnie czysty to woda, nagrzewa mi się migiem, a jak palenisko jest zanieczyszczony to bardzo wolno, logiczne!
Następna sprawa to komin, który trzeba czyścić chociaż raz w roku, bo zachodzi sadzą i tu też koszty, bo albo zapłacić kominiarzowi lub samemu nabyć wycior do komina i linia lub sznur. Trzeba wtedy wejść na dach ewentualnie od spodu, a jak pięknie wtedy się wygląda 🙂
No i dochodzę do końca. Kolega powiedział mi, że jest takie coś jak katalizator spalania sadzy, różne są na rynku, ale najbardziej godny uwagi i skuteczny jest Sadpal. To taki zielonkawy proszek, niezapalny i nie wybuchowy, którego dosypuje się do paliwa ( miału, węgla, drewna) i wówczas piec jest w środku utrzymany w porządku. Jak go kupiłem w sklepie internetowym i dodałem pierwszy raz to płomień zakolorował mi się na żółto-zielono i dym z komina leciał nie ciemny jak zazwyczaj, ale siwy albo taki biały. Znaczy to, że spalanie jest pełne. Na opakowaniu pisało, że stosowanie go jest ekologiczne, no i ma to sens podobnie jak katalizatory w czterokołowcach, dopalają paliwo i mniej substancji szkodliwych przedostaje się do atmosfery.
Teraz trochę o efektach stosowania Sadpalu, co zauważyłem: piec jest w środku popielaty albo biały, to zależy ile dorzucę proszku. Tak na oko to dodaję za każdym razem w przybliżeniu dwie czubate łyżki stołowe na wsad (piec mam 60kW). Jak dodam więcej sadpalu to jest w środku suchutko i biało, ekstra to wygląda. Czyścić piec i tak trzeba, bo popiołu to jest od groma, ale jest on wypalony i nie ma z tym problemu. Natomiast na ściankach robi się tak łuska jak na wyschniętych jeziorach, i spada po czasie. Na koniec wpiszę, co powiedział mi znajomy jak zawołał kominiarza żeby tak na wszelki wypadek wyczyścił komin, kominiarz po robocie zszedł z drabiny zagadał, że komin był bez zabrudzeń, bo chyba ktoś go niedawno czyścił albo stosujesz pan, Sadpal.
Dzień dobry Dzisiaj nieco o smarach i smarowaniu, o tym jak dobrać smar. Smary stosuje się wszędzie tam gdzie potrzeba zminimalizować tarcie pomiędzy detalami ścierającymi się. Smar naniesiony na nawierzchnie stanowi film, powłokę poślizgową, zmniejsza ona zużycie elementów, redukuje wydzielanie się temperatury i zarazem odbiera ją, zapobiega korozji elementów trących np. w środowisku wodnym.
Smary w odróżnieniu od olejów mają zagęszczacz, który stabilizuje fazę płynną i nie pozwala jej wyciekać np., z przegubów, łożysk, taśm zębatych. Wybór właściwego zagęszczacza ma znaczenie, ponieważ smary pracują w różnych warunkach: temperatura, prędkość, siła docisku elementów trących.
Podstawowymi smarami używanymi obecnie w przemyśle są smary litowe. Używane, jako uniwersalne w elementach: łożyskach tocznych, łożyskach ślizgowych, różnego rodzaju przekładniach i przegubach, prowadnicach ślizgowych i zębatych. Są względnie stabilne i łatwo pompowane, stąd ich powszechne wykorzystanie w smarownicach ręcznych i pneumatycznych. Mają dobrą wytrzymałość na wodę i wysokie temperatury do plus 120 stopni, praca w zakresie niskich i średnich obrotów.
Smar molibdenowy to zmodyfikowany powyższy\wyżej opisany, o dwusiarczek molibdenu. Dzięki dodatkowi wykorzystywany do wyższych obciążeń i niższych zakresów obrotów. Polecany do sprężyn w wiatrówkach, niweluje drgania. Smary miedziowe, temperatura stosowania do 1200 stopni. Smary odporne na działanie wysokich temperatur, do ochraniania sworzni, gwintów, nakrętek i śrub, łączników rur kolektorów cieplnych, układów wolno poruszających się narażonych na temperatury w przemyśle ciężkim. W przypadku tych smarów, właściwości typowo smarne znikają przy temp 310 stopni, po tej granicy smar zachowuje cechy zabezpieczające i działa, jako smar suchy. Z tego względu nie powinien byś stosowany do elementów obrotowych, pracujących cyklicznie przy niewielkich obciążeniach i wysokich temperaturach.
Smar silikonowy. Interesujący smar do użytku na styku nawierzchni wytworzonych z różnego rodzaju tworzyw sztucznych, metalu, ceramiki, gumy i wielu innych. Dopuszczony do kontaktu z żywnością. Odporny na wpływ wody, stosowany również, jako środek rozdzielający, np. do form wtryskowych. Smar wapniowy z dodatkiem pyłu grafitowego, tzw. smar grafitowy. Przede wszystkim godny polecenia do smarowania układów narażonych na warunki atmosferyczne i znaczne obciążenia. Idealnie przywiera w wysokich temperaturach (po wytopieniu smaru wapniowego pozostaje grafit) nadająca własności suchego smarowania grafitem. Znaczna przewodność elektryczna, ale tu uwaga wyłącznie w połączeniach o dużym nacisku.
Wazelina techniczna, wykorzystanie raczej, jako krótkotrwałe zabezpieczenie przed korozją, oraz jako środek smarujący do słabo obciążonych elementów, np. z tworzyw sztucznych. Stosowana w zabezpieczaniu styków przed utlenianiem, jest izolatorem, ale mając konsystencję płynną nie izoluje styków zetkniętych z pewną siłą.
Smary z dodatkami EP. To smary przeznaczone na wysokie obciążenia i wysokie obroty. Dodatki EP przenikają w reakcję z podłożem metalicznym (na poziomie molekularnym) w dużych temperaturach. Wchodząc w strukturę materiału tworzą warstwy dyfuzyjne i oddzielające elementy na ich styku. Ich działanie wywołuje stałą regenerację powierzchni w przypadku ich wyeksploatowania.
Dzień dobry mam sekundę i jestem dopiero co po szklance sparzonych drożdży zatem postanowiłbym zbadać i dowiedzieć się co wypiłem: chodzi o witaminy z grupy B i nie tylko.
Drożdże(piekarnicze 50gram, pół kostki) + miód (jedna olbrzymia łyżeczka), to wszystko do szklanki, bez wody, drożdże o ile są mocne natychmiast się zajmą miodkiem, po chwili powinna się zrobić kleista papka. — rozważyłem sobie że po tym jak drożdże, różnorakie ich szczepy syntetyzują większa część witamin z węglowodanów to może coś i w tej mojej szklance się porodzi fascynującego—
Po jakiś 20 minutach zalewam pianę drożdżową wrzątkiem, do połowy szklanki, oczekuję 2-3 minuty i dolewam chłodnego soku pomarańczowego (gdyż lwia część witamin niknie-ginie w wysokiej temperaturze, to parzyć powinno się krótko, i tak wysoka temperatura usunie je całe w kilka minut). A ha i nie dać sobie wmówić że minerały w wysokiej temperaturze giną bo to niedorzeczność, taki wapń np jak może nie ostać się, jedynie być może stać się mniej strawny. Więc mam szklankę z treścią 50g zaparzonych drożdży, — smak jak to bywa w przypadku poniektórych zdrowych rzeczy ignorujemy.—
Witamina B1 potrzeba u dorosłego mężczyzny według tabel 1,2mg ale dajmy na to, że skoro: Dla tej witaminy z względu braku danych nie została wyznaczona pewna maksymalna dawka nie powodująca niebezpieczeństwa efektów ubocznych. To niech będzie 2-3mg/dzień Zawartość w drożdżach (nie wiem czy surowych jaki szczep i w ogóle ale ustalam że badania robi się na powszechnie dostępnych) 4mg/100g spożyłem jednokrotnie około 2 g- więc Dość –słabym źródłem witaminy B1 u człowieka jest flora bakteryjna przewodu pokarmowego. U przeżuwaczy synteza tiaminy odbywa się przez drobnoustroje znajdujące się w przedżołądkach z racji czego zwierzęta te nie cierpią na jej niedobory,
Co warunkuje na polepszenie wchłaniania: kompleks witamin B, witamina B2, witamina B3, witamina C, witamina E, mangan, magnez
Co wpływa na pogorszenie pochłaniania: alkohol, wysoka temperatura, środowisko zasadowe, promieniowanie jonizujące, nadczynność tarczycy, tanina, kofeina, soda do pieczenia, barbiturany, środki neutralizujące kwasy, estrogen, antybiotyki, środki antykoncepcyjne
Witamina B2 potrzeba Według tabel 1,3mg nie ma określonej dawki max więc dajmy 2-3mg Zawartość w drożdżach 11,9 100g zjadłem 5,95 więc Wystarczy.
Co wpływa na polepszenie wchłaniania: witamina B1, witamina B3, witamina B6, witamina C, fosfor, błonnik, selen
Co wpływa na pogorszenie absorbowania: światło, środowisko zasadowe, estrogen, alkohol, tłuszcz, środki anty koncepcyjne, dwutlenek siarki, wysoka temperatura
Ciekawostki o witaminie:
50% witaminy B2 ulega zniszczeniu po wystawieniu na bezpośrednie działanie światła słonecznego; jest to naczelny powód, dla którego nie przehandlowuje się mleka w kryształowych szklanych butelkach, Czyli parzyć powinno się drożdże w kubku ceramicznym pod nakryciem i szybko wypić.
osoby żyjące w stresie potrzebują więcej witaminy B2, za sprawą niej jest możliwe wydalanie adrenaliny z komórek rdzenia nadnercza. Życie w powtarzającym się pośpiechu i napięciu, pełne konfliktów i problemów obliguje ustrój do stałej produkcji hormonów stresogennych, a to jest przyczyną kurczenia się zapasów ryboflawiny,
wszelakie sporty – gimnastyka, pływanie jogging, taniec itp., umożliwiają uzyskanie dobrej kondycji na wyższym poziomie, jeżeli dostarczane pokarmy zapewnią właściwe dawki witaminy B2. Przelewanie potów na siłowni może okazać się daremne, gdyż niedostatek ryboflawiny w organizmie uniemożliwi prawidłową przemianę anaboliczną i należyte wykorzystanie energii. W takich wypadkach, sport miast dawać zadowolenie i pobudzać, jeno wycieńcza.
Witamina B3 popyt Według tabel zalecana norma 16 mg bezpieczna 35mg zakładam tą największą 35mg Skład w drożdżach 35,5mg/100g czyli mam 50% bezpiecznej dawki i prawie 100% zalecanej, ale jadłem też pomidory, chleb razowy, czy żytni, rano piłem koktajl z otrębami i jeszcze coś może na obiad, więc szlus nie powinienem zażywać tabletek z B3
Nadmiar witaminy:
uszkodzenie wątroby,
niemiarowość pracy serca,
dolegliwości skórne (pieczenie i swędzenie),
podniesienie poziomu glukozy we krwi
Co wpływa na polepszenie absorbowania: kompleks witamin B, witamina B1, witamina B2, witamina B5, witamina C, fosfor, chrom
Co wpływa na pogorszenie absorbowania: sulfonamidy, alkohol, tabletki nasenne, estrogen, antybiotyki, środki antykoncepcyjne, kawa, herbata, cukier, azotan sodu
Nowinki o witaminie:
jest to jedyna witamina nieulegająca zmianom mimo procesów wytwarzania i przechowywania żywności,
dzienne zapotrzebowanie na witaminę PP jest na ogół zaspakajane przez jej powstawanie z jednego z aminokwasów tryptofanu, przyjmuje się, że 1 mg niacyny równa się 60 mg tryptofanu,
przesadne wcinanie pokarmu zawierającego cukier prowadzi do straty witaminy PP,
kwasu nikotynowego i amidu tego kwasu nie należy mylić ze szkodliwą nikotyną, która znajduje się w tytoniu.
niedobór witaminy PP może spowodować niepozytywne zmiany w świadomości, dlatego że witamina ta jest konieczna do prawidłowego działania mózgu i obwodowego układu nerwowego.
przekroczenie syntetycznej witaminy PP może powodować: bóle głowy, mrowienie, zaczerwienienie skóry, swędzenie głowy, szum w uszach, niestrawność, żółtaczkę, arytmię serca i psychozy, prawdopodobieństwo uszkodzenia wątroby, utratę łaknienia, stężenie kwasu moczowego, zwiększenie zawartości glukozy w osoczu,
badania przeprowadzone w Stanach Zjednoczonych udowodniły, że stosowanie niacyny obniża poziom cholesterolu nawet o 22%,
Witamina B5 popyt Według tabel 5 mg/dzień dawka max nie określona więc przyjmuje 10mg Skład w Drożdżach 14,5mg wchłonąłem 7,25mg więc Wystarczy Co wpływa na poprawienie przyswajania: kompleks witamin B, witamina B6, witamina B12, witamina C, siarka, witamina H, witamina B9 (kwas foliowy), kwas para-aminobenzoesowy (PABA)
Co wpływa na pogorszenie pochłaniania: wysoka temperatura, alkohol, środowisko zasadowe i kwaśne, kawa, herbata, sulfonamidy, tabletki nasenne, estrogen, siarczan żelaza, bromek metylowy
Ciekawostki o witaminie:
kwas pantotenowy należy do najmniej trwałych witamin z grupy B. W procesie mielenia zboża utraty kwasu pantotenowego wynoszą około 50%, wskutek pieczenia mięsa mniej więcej 25 do 50%, a w czasie gotowania około 15 do 30%. Syntetyczne preparaty kwasu pantotenowego istnieją w postaci pantoteinianu wapnia. Pantoteinian wapnia jest nieczuły na działanie światła i powietrza.
u osób, których naczelnymi składnikami diety są potrawy duszone, jedzenie puszkowana, frytki, białe pieczywo, pizza, makaron, ponadto spożywają dużo cukru i słodyczy może wystąpić niedobór kwasu pantotenowego,
ludzie żyjący w stresie i pracujący ciężko fizycznie, sportowcy – powinni przyjmować zwiększone dawki tej witaminy,
w pożywieniu kwas pantotenowy występuje w formie koenzymu, zaś jego naddatek zostaje usunięty z ustroju wraz z moczem. Dlatego, nie zaleca się aplikować pigułek „na zapas”, lepiej zadbać, aby dostawy były konsekwentne, wraz ze zdrowymi posiłkami.
Witamina B6 potrzeba zgodnie z: tabel bezpieczna 1,3mg maksymalna 100mg zakładam 50mg Zawartość w drożdżach suchych 0,6 a w żywych- więcej ale ile to nie znalazłem , warto poszukać, więc w najgorszym wypadku to 30% zapotrzebowania, dopełnię kapustą kiszoną i może jakieś mięsko na obiad? Może Wystarczy tu uwaga można zjeść z 100g czyli garść orzechów włoskich i problem z głowy 0,8g/100g
Co wpływa na poprawienie absorbowania: witamina B1, witamina B2, witamina B5, witamina H, witamina C, magnez, cynk Co wpływa na pogorszenie pochłaniania: wysoka temperatura, światło, środowisko zasadowe, długie przechowywanie, alkohol, estrogen, nikotyna, nadmiar białka, penicyliany, kortyzon, prednison.
Ciekawostki o witaminie:
nadwyżki witaminy B6, podobnie jak innych witamin rozpuszczalnych w wodzie są z organizmu wydalane. Jakkolwiek porównując z innymi witaminami z tej grupy nadmiar witaminy B6 przyjmowanej w postaci pastylek może być toksyczny.
syntetyczna witamina B6 jest produkowana w postaci chlorowodorku,
wraz ze wzrostem spożycia białka, rośnie potrzeba na witaminę B6, podczas smażenia, gotowania i peklowania mięsa ubytki witaminy B6 wynoszą 30-50%,
stres, miesiączka, ciąża, dolegliwości serca, podeszły wiek, zbyt niski poziom cukru we krwi i zażywanie pigułek antykoncepcyjnych zwiększają zapotrzebowanie na tą witaminę,
u ludzi nie odkryto ostrych niedoborów witaminy B6, być przypuszczalnie dlatego, że jest ona syntetyzowana przez florę bakteryjną w przewodzie pokarmowym człowieka. Zbytnio mała ilość witaminy B6 wywołuje niższy poziom witaminy C we krwi, a niedobór witaminy C wzmaga wydalanie B6.
Witamina B9 kwas foliowy potrzeba zgodnie z tabel zalecane 0,4mg bezpieczna maksymalna 1g/dzień
Skład w drożdżach około 0,4g/100g dosłownie nie wiem ale więcej niż w otrębach a tam jest 0,38g/100g więc coś kolo tego, czyli mam około 50% reszta to warzywa, chleb razowy, jaja, więc się trzeba niesłychanie postarać. Może Starczy a może nie pewnie dorzucę tabletki. Nadmiar witaminy:
u poniektórych osób mogą tworzyć się szkodliwe kryształy folacyny w moczu, mogą również wystąpić alergiczne odczyny skórne. Spożycie dziennie ponad 15 mg kwasu foliowego może powodować zaburzenia układu nerwowego i pokarmowego.
Co wpływa na polepszenie wchłaniania: kompleks witamin B, witamina B6, kwas para-aminobenzoesowy (PABA), witamina B12, witamina H, witamina C
Co wpływa na pogorszenie absorbowania: światło, alkohol, wysoka temperatura, środki antykoncepcyjne.
Nowinki o witaminie:
niezbicie wykazano, że występowanie wrodzonych wad układu nerwowego u noworodków zdeterminowane jest zbyt kiepskim spożyciem kwasu foliowego przez niewiasty przed zajściem i we wczesnych etapach ciąży,
zespół ekspertów Ministerstwa Zdrowia, wzorem innych krajów, polecił przyjmowanie w codziennej diecie każdej młodej kobiety w wieku rozrodczym folacynę w ilości 400 µg,
w zależności od rodzaju przyrządzania potraw, do gotującej wody przejść może nawet przeszło 90% kwasu foliowego a to za sprawą jego znakomitej rozpuszczalności. Z tego powodu potrawy należy zawsze gotować przy użyciu minimalnej ilości wody, bądź nie należy jej wylewać, a zużyć do wykonania np. sosu,
przy udziale kwasu foliowego powstają tzw. hormon szczęścia – serotonina działająca kojąco i uspokajająco oraz noradrenalina, która jest odpowiedzialna za aktywność i dynamikę w ciągu dnia.
istnieją dowody, że wysoki poziom substancji oznaczanej homocysteiną we krwi wzmaga ryzyko występowania chorób serca. Zwiększone spożycie folacyny może mieć znaczący wpływ na zapobieganie chorobom serca,
w badaniach doświadczalnych wykazano, że od 60 do 80% witaminy rozkłada się w czasie przemiału zbóż na jasną mąkę bądź podczas produkcji kasz wysokooczyszczonych, np. manny,
mniej więcej jedna druga (a często nawet tylko 30%) kwasu foliowego dostaje się do krwi i do komórek. Ludzie cierpiący na dolegliwości lub schorzenia związane z torsjami lub biegunką wchłaniają jeszcze mniej kwasu foliowego.
Witamina B12 cjanokobamina popyt rozporządzania Według tabel 0,0024 mg nie ma dawek max więc zakładam 0,006mg Skład w drożdżach 0g czyli czarna d…, ale tu trzeba trochę dostarczyć ciekawostek: Zapasy u człowieka w zdrowej wątrobie starczają na około 3 lata, uff Zdrowa mikroflora jelitowa ma umiejętność syntetyzowania witaminy b 12. Zawartość w wątróbce 0,068g, ryby około 0,01mg, jaja 0,003mg i tak dalej. Nie ma się co obawiać jak zdrowa wątroba na pewno starczy Co wpływa na poprawienie wchłaniania: witamina A, witamina B1, witamina B6, kwas foliowy, witamina C, witamina H, potas, wapń, sorbitol- potrzebny do syntetyzowania przez własną mikroflorę. Co determinuje na pogorszenie przyswajania: środowisko zasadowe, światło, alkohol, estrogen, cukier, tabletki nasenne, neomycyna, kodeina, aspiryna, antybiotyki, leki przeciwdepresyjne Ciekawostki o witaminie:
zapasy witaminy B12 zgromadzone w wątrobie zdrowego człowieka wystarczają do pokrycia zapotrzebowania człowieka na około 3 lata. Do niedostatku dochodzi zazwyczaj u jaroszy, u osób ze schorzeniami związanymi z nieprawidłową produkcją czynnika Castle’a w żołądku lub zakłóceniami wchłaniania w jelitach,
wegetarianie wykluczający z diety jajka i przetwory mleczne są narażeni na niedobory witaminy B12, w perspektywie kilku lat, po przejściu na wegetarianizm.
w związku z tym, że witamina B12 działa razem z kwasem foliowym, wzrost przyjmowania folacyny częściowo niweluje jej niedobory,
witamina B12 pobudza substancje żelaza w układzie oraz umożliwia przyswajanie witaminy A, gdyż pobudza karoteny do udziału w przemianie materii, aby potem mogły się przekształcić w aktywną formę tej witaminy.
mikroflora przewodu pokarmowego człowieka ma zdolność syntezy witaminy B12,
słodycze, napoje słodzone i cukier uszkadzają florę bakteryjną jelit – a to wpływa na zaburzenia wchłaniania witaminy B12,
dzienne zapotrzebowanie na tą witaminę stanowi, że przez całe życie potrzebujemy jej tyle, ile waży ziarno zboża.
Witamina B4 cholina zapotrzebowanie Według tabel 550mg Zawartość w drożdżach znacząca ale nie określona. Organizm ludzki sam syntetyzuje cholinę, więc drożdże trochę mój organizm wspomogą. Co wpływa na polepszenie przyswajania: kwas foliowy, inozytol, witamina A, witamina B12, kompleks witamin B Co wpływa na pogorszenie absorbowania: cukier, alkohol, kawa, temperatura. Nowince o witaminie:
brak choliny sprawia, że już od czterdziestego roku życia, a nieraz nawet wcześniej, może nastąpić typowo starczy rozkład psychiczny, którego najbardziej charakterystyczne przejawy to zaniki pamięci oraz niemożność do koncentracji.
aż do początku lat dziewięćdziesiątych dominowało mniemanie, że organizm sam potrafi wyprodukować taką ilość choliny, która pokrywałąby zapotrzebowanie. Jednak w 1993 eksperci dowiedli, że ludzie żyjący w ciągłym stresie psychicznym mogą zużywać podwójne dawki choliny.
cholinę zawiera też miód więc mam dodatkową dawkę.
I jeszcze na koniec oprócz witamin z ważnych składników które zawierają drożdże: Aminokwas Lizyna – nadzwyczaj ostatnio intrygujący mnie aminokwas (walka z rakiem, wirusami, gojenie się ran, synteza kolagenu, niezbędny do prawidłowej pracy serca itp.) Selen – co prawda najwięcej jest go w drożdzach piwnych ale te piekarskie też zawierają znaczne dawki (ale tu ostrzeżenie selen staje się nieprzyswajalny jeżeli jest konsumowany razem z węglowodanami, więc trzeba zaczekać aż węglowodany z miodu pozostaną przefermentowane ) zalecana dawka to 200 mikrogramów nie przekraczać bo: w większych dawkach toksyczny. Selen wpływa korzystnie na : układ krążenia poprawną funkcję trzustki i wątroby, pomaga usuwać metale ciężkie z organizmu, właściwości antyoksydacyjne i cała masa innych warto poczytać. Chrom – ostatnio popularny bo pozwala spalać tłuszcz (ale tu uwaga należy się zastanowić co się dzieje z produktami spalania tłuszczu)
I na koniec istotna sprawa: za około 50 groszy mamy dzienną dawkę multiwitaminy minerałów i aminokwasów, nie łykamy świństwa w pigułkach i nie nabijamy kiebzy koncernom farmaceutycznym, czyli dwa w jednym.